Mitten in Basel, gleich bei den Gleisfeldern der SBB, erstreckt sich das Areal Grosspeter. Auf seiner Fläche entstand in den letzten Jahren ein urbanes Geschäftsviertel mit viel Platz für Büros und Gewerbe. Ein Eyecatcher innerhalb dieser markanten Hochhauszeile: die helle, klar gerasterte Sichtbetonfassade des sechsstöckigen B City.
Beton ist weit mehr als nur grau. Mit dem faszinierenden Material lassen sich auch die ungewöhnlichsten Ideen verwirklichen. Der Fantasie sind dabei keine Grenzen gesetzt, denn «geht nicht» gibt’s nicht. In der Vorfabrikation finden sich immer Wege, ganz individuelle Kreationen und Wünsche dauerhaft in Beton zu giessen.





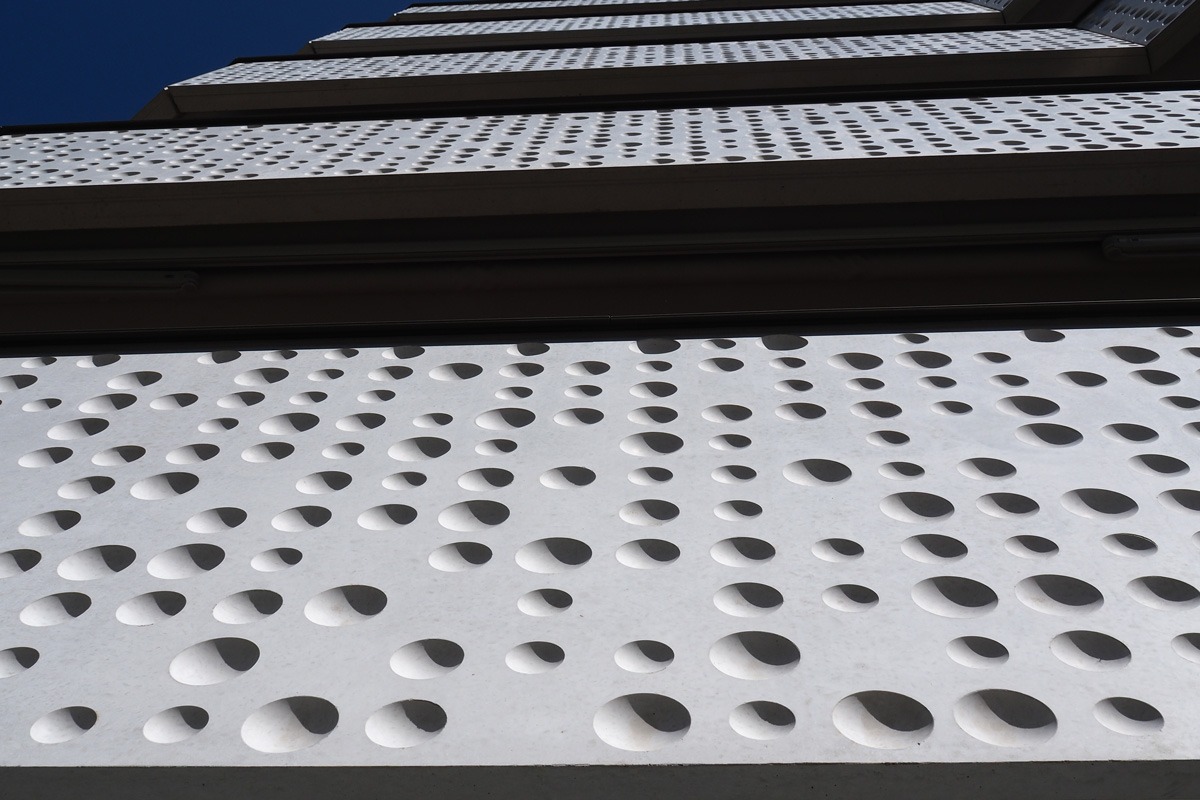
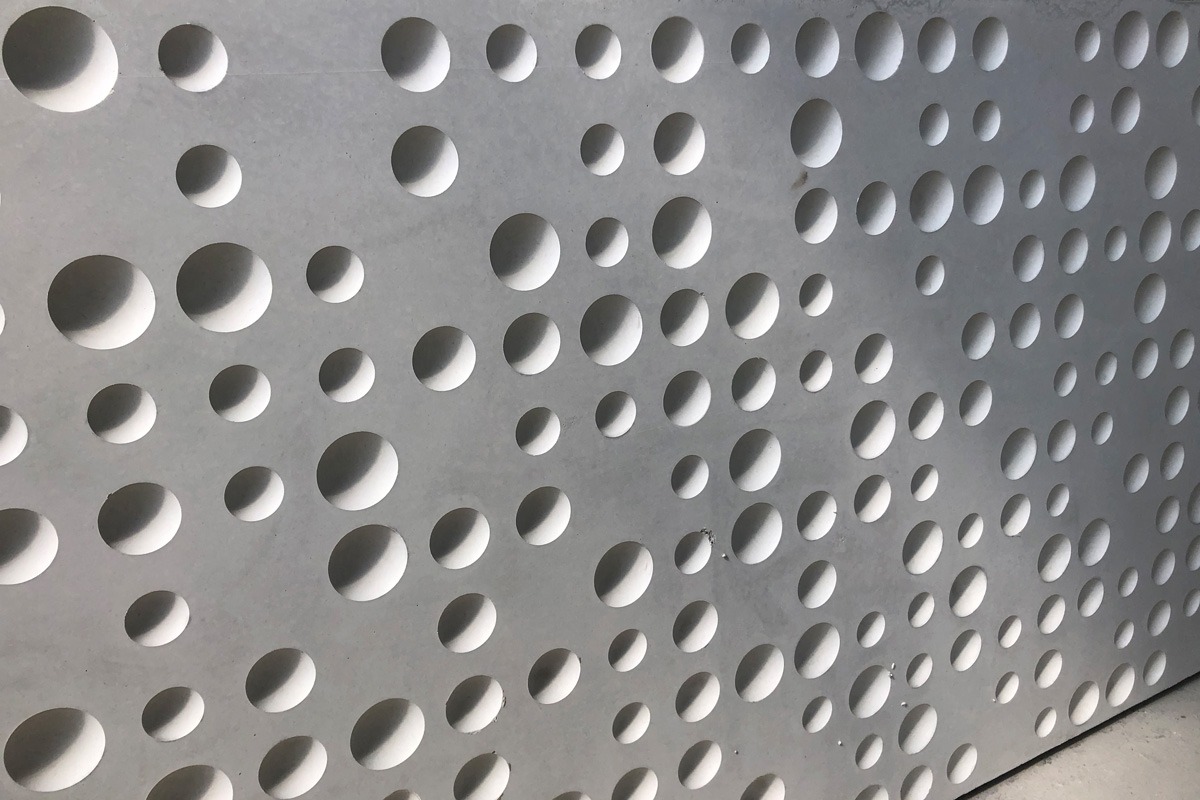
Löcher im Beton? Im Normalfall sind sie höchst unerwünscht. Nicht so bei der Überbauung Langmoos in Langnau am Albis ZH. Hier sind Löcher nicht nur höchst erwünscht, sie bilden zugleich das identitätsstiftende gewisse Etwas der neuen Wohnsiedlung. In der Betonvorfabrikation stellten sie das Projektteam allerdings vor einige Herausforderungen.




Seit Ende September ist auf der Uecht bei Bern das neue Observatorium für Weltraum und Umwelt in Betrieb. Einzigartig macht den Bau nicht nur seine, von Stararchitekt Mario Botta entworfene, einem Auge nachempfundene Form. Auch seine besonders nachhaltige, weisse Fassade aus carbonarmierten Betonelementen sticht ins Auge.







Das neue Hotel Ibis Style in Bern bezeichnet sich selbst als Design-Hotel. Es bietet 154 moderne Zimmer nur 20 Gehminuten von der Berner Altstadt entfernt. Sein Erscheinungsbild fügt sich nahtlos in die Umgebung ein und nimmt die im Quartier vorherrschenden Gestaltungselemente aus dem 19. Jahrhundert raffiniert auf.








Seit Jahrzehnten prägt die Schüür als Konzerthaus das Kulturleben der Stadt Luzern. In den letzten zwei Jahren wurde die Schüür saniert und um einen zweigeschossigen Anbau erweitert. Dabei entstand auch der neue Vorplatz. Auf der «Plaza» setzen verschiedenfarbige Schwerlaststeine kreative Akzente.
In Bülach ZH steht die wohl modernste und umfangreichste Jagdschiessanlage der Schweiz kurz vor der Eröffnung. Ab Juli 2023 können Jägerinnen und Jäger sowie Schützinnen und Schützen auf Indoor-und Outdoor-Anlagen ihr Können trainieren. Ein besonderes Highlight ist der 200 Meter lange Schiesstunnel aus Betonelementen.




Der Werktisch ist Mittelpunkt des neuen Aussenzimmers der Kantonsschule Zürcher Oberland in Wetzikon. Die grosszügigen Eingangsplatten und Sitzstufen aus Weisszement sind weitere Bestandteile des Freiraumkonzepts, das im Zuge der Totalsanierung des Spezialtrakts der Schule umgesetzt wurde.



Der Baumgarten im Hofraum ist das «grüne Herz» der Siedlung Hertipark in Brunnen SZ. Die Pflanzinseln und der Sandkasten in schalungsglattem weissem Sichtbeton sind mehrere Tonnen schwer, ihr Durchmesser beträgt vier bis sechs Meter. Dank ihrer speziellen Form sorgen die Schwergewichte optisch trotzdem für ein feines, leichtes Erscheinungsbild.



Aus insgesamt sieben Geschäfts- und Wohngebäuden besteht die neue Überbauung KIM Neuhegi im Osten Winterthurs. Ein trendiges Quartier, das Platz bietet für neue Ideen. Die Fassade des Gebäudes an der Sulzerallee 80 bis 88 in der Überbauung besteht aus 1118 vorfabrizierten Betonelementen in zwei verschiedenen Farben sowie aus 42 Balkontrennwänden.